
【連載バックナンバー】
見える化で進める異物不良対策
第1回 異物不良改善と「見える化」の意義
皆様こんにちは。工業塗装工程の異物不具合を中心に品質改善コンサルティングを行っています、CEL(Clean Environment Lab.)の湯澤智と申します。今回から数回に渡って「見える化」による異物不良改善をテーマに連載をさせて頂きます。
皆様の塗装工程で一番の問題は何でしょうか?異物による外観品質不良は塗装工程の「永遠の課題」などと言われることもあるように、程度の差こそあれどの現場も抱える問題で、これが不良事象のワースト1になっている工程は少なくありません。
それだけ異物が難敵であり改善が難しい不具合という事なのですが、この難しさは次の2点に分解できるように思います。
「見えない」事と「要因の多さ」
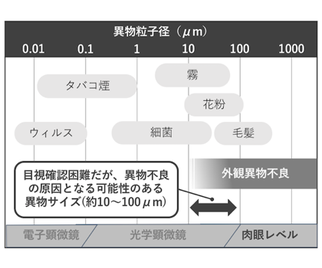
まず1点目が、異物自体が小さく文字通り「目に見えない」事による難しさです。加工方法や品質限度によっての違いもありますが、一般的には外観品質不良を引き起こす異物は10μm(0.01mm)より大きなサイズである事が多いと思います。
中には1mmを超えるような異物による不良もありますが、やはり永遠の課題になりがちなのは数十μm単位の異物で、このようなサイズの異物は通常目に見えないため、せっかく改善を行っても効果が確認できず、あたかも目隠しをされながら敵と戦っているような気持ちになる事があります。
例えば、塗装前の素材に対し拭き取りやエアブローなどで除塵を行なっているケースは多いと思います。この工程の本来の目的は言うまでもなく異物を除去する事ですが、実際に確認すると異物が十分に取れていなかったり、極端な場合には逆に異物を付着させる原因になっていたりすることも少なくありません。
「手間暇をかけて作業をしているのだから、異物は取れているはず」、「クリーンになっているだろう」という期待を簡単に裏切るのが異物という手強い敵です。このため、異物現物や除塵の結果を「見える化」して確認する必要があるのです。
異物不良改善の難しさの2点目として、不良要因が多い事が挙げられます。
一言で言えば、異物は「いつでも・どこからでも」忍び込む可能性があるため、不良事象と要因との「関係を見える化」することが非常に困難なのです。
異物不良の4つのルートとは
異物の主な侵入ルートとしては、工程内で漂いながら製品に付着する機会をうかがっている「浮遊塵」、素材表面などに存在している「付着塵」、塗料やコーティング液に潜んでいる「塗料中の異物」、最後にスプレー塗装工程などで使われる「圧縮エア」に含まれる異物の4つがあります。
実際にはそれぞれの侵入ルートが各工程に分散して無数に存在することになるため、原因の絞り混みが非常に困難になります。
ある品質不良に対しての要因が限られるという条件ならば、最終品質(例えば製品不良率など)から改善効果を判定することも可能ですが、要因が多い場合にはそれぞれの要因も刻々と変化するため、改善の効果を最終品質から判定することが難しくなるのです。
改善の余地が大きい場合などには、一つの改善で10%、20%といったホームラン級の効果がでることがあり、このようなケースでは特に難しい事はないのですが、現在の塗装工場の多くは日々1%、あるいは0.1%の改善のために努力を積み重ねています。
そうした中でも不良率は一定ではなく、無数の要因が変動することによるバラツキが存在しますので、0.1%単位の改善効果を最終品質から見極めるのは至難の技になります。ノイズが多すぎるのです。

ここに「見える化」のもう一つの意義があります。改善の結果が直接「見える化」できれば、改善を行った正にその現場で効果を確かめる事ができます。もちろん直行率や不良率等の基本的な品質指標は大切で、工場の改善には必要不可欠なものですが(これらについては次回説明する予定です)、個別の改善効果はあくまでも「現場」で「現物」の「現実」を確認し、その結果によって判断するのがベストです。
異物を減らすための改善ならば、異物が減ったことを実際に「目で見て」確かめるのです。
以上が異物不良改善における「見える化」の意義です。この連載では様々な「見える化」手法のなかでも、文字通り誰にでも目視可能な形にする「可視化」と、それを一歩進めて客観的なデータとする「定量化」の2つを中心に、出来るだけお金をかけない手法も織り交ぜながらお話を進めていきたいと思います。